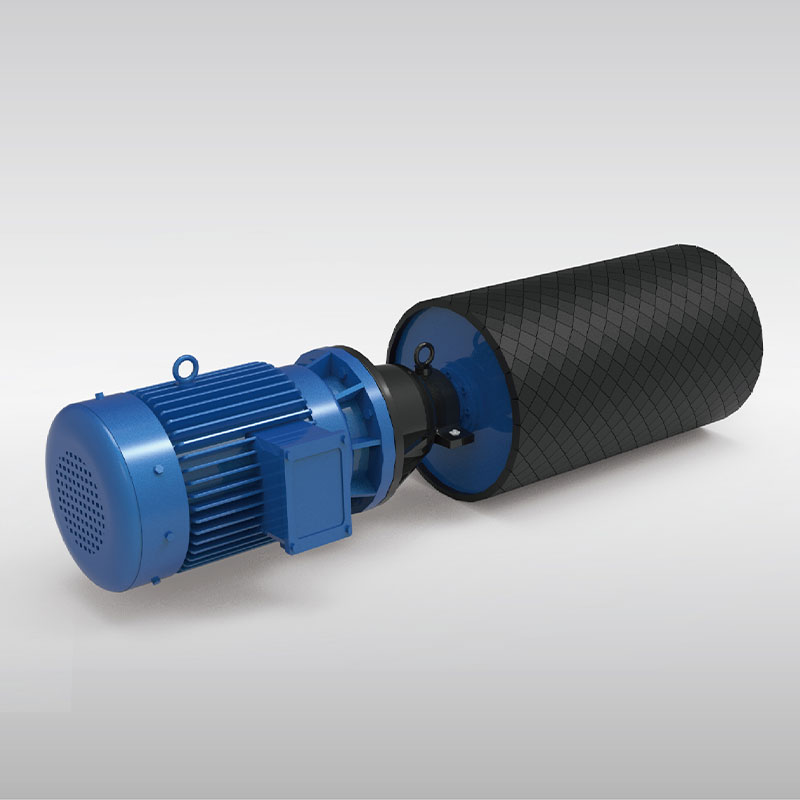
34CrMo1A Ротор для тепловой электростанции, сталь 34CrMo1A

АО Чунцин Яньлянь Тяжелое Машиностроительное Оборудование
Промышленная зона Дэгань, район Цзянцзинь, город Чунцин
Описание продукта
Информация о компании



Отправить сообщение этому магазину
АО Чунцин Яньлянь Тяжелое Машиностроительное Оборудование
Промышленная зона Дэгань, район Цзянцзинь, город Чунцин