Зубчатая плита

OOO Таньшаньский металлургическо-кузнечный завод Иньбэй
КНР, провинция Хэбэй, г. Таншань, район Кайпин, пос. Чжэнчжуанцзы, д. Аньгэчжуан, северо-восточная часть
Описание продукта
Информация о компании



Отправить сообщение этому магазину
OOO Таньшаньский металлургическо-кузнечный завод Иньбэй
КНР, провинция Хэбэй, г. Таншань, район Кайпин, пос. Чжэнчжуанцзы, д. Аньгэчжуан, северо-восточная часть
Соответствующие товары
-
 ANSI B16.5 Резьбовые фланцы Класс 600
ANSI B16.5 Резьбовые фланцы Класс 600 -
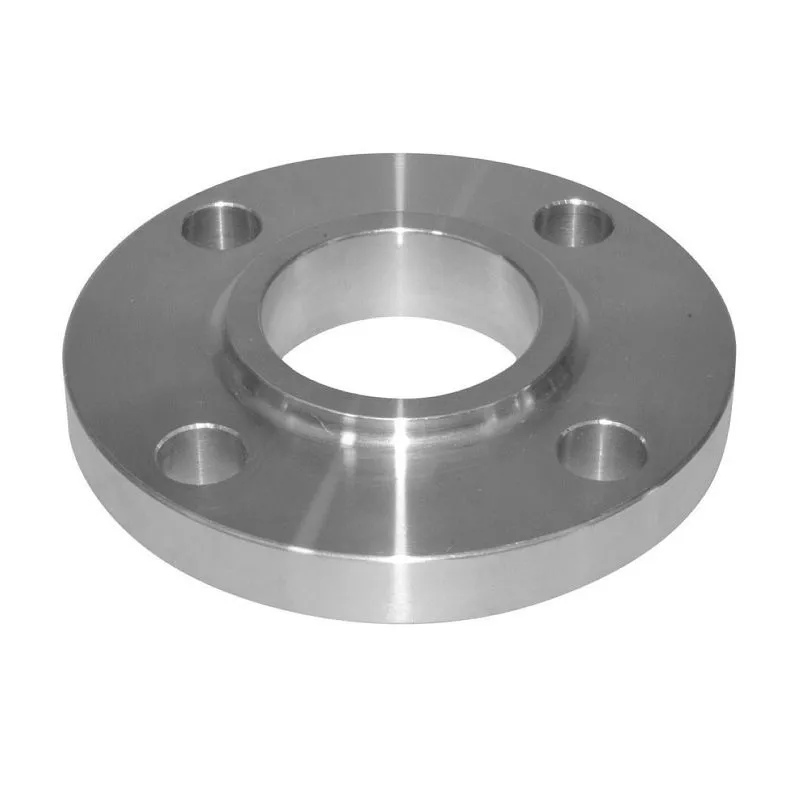
 Фланцы под приварку в раструб
Фланцы под приварку в раструб -
 JIS 5K Фланцы под приварку в раструб
JIS 5K Фланцы под приварку в раструб -
 ANSI B16.5 Фланцы под приварку в раструб Класс 1500
ANSI B16.5 Фланцы под приварку в раструб Класс 1500 -
 Фланцы под приварку в раструб Класс 300
Фланцы под приварку в раструб Класс 300 -
 ANSI B16.5 Фланцы под приварку в раструб Класс 150
ANSI B16.5 Фланцы под приварку в раструб Класс 150 -
 JIS 10K Накладные фланцы
JIS 10K Накладные фланцы -
 DIN 2501 Накладные фланцы PN16
DIN 2501 Накладные фланцы PN16