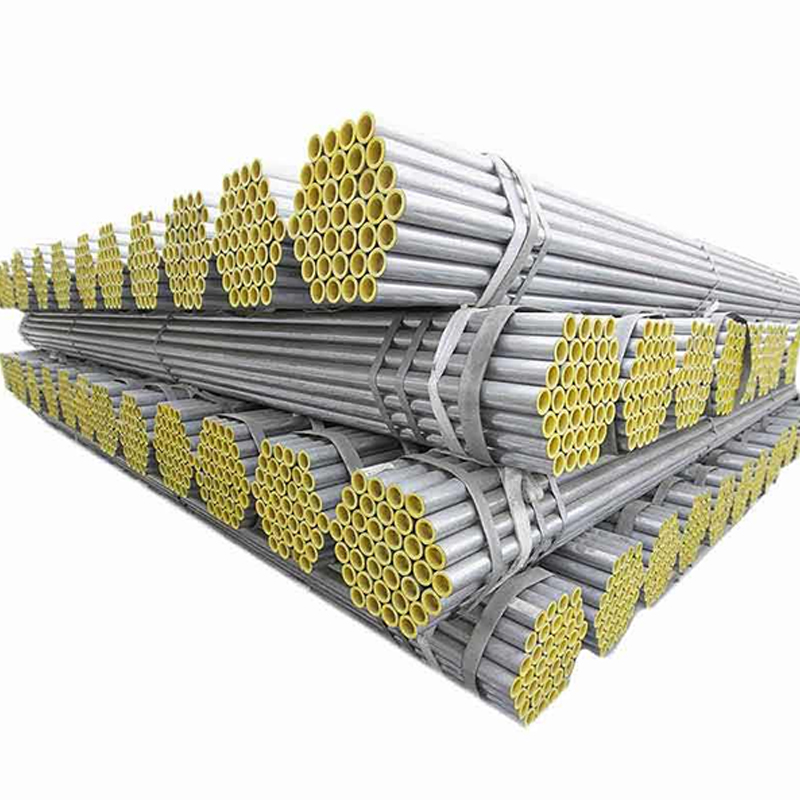


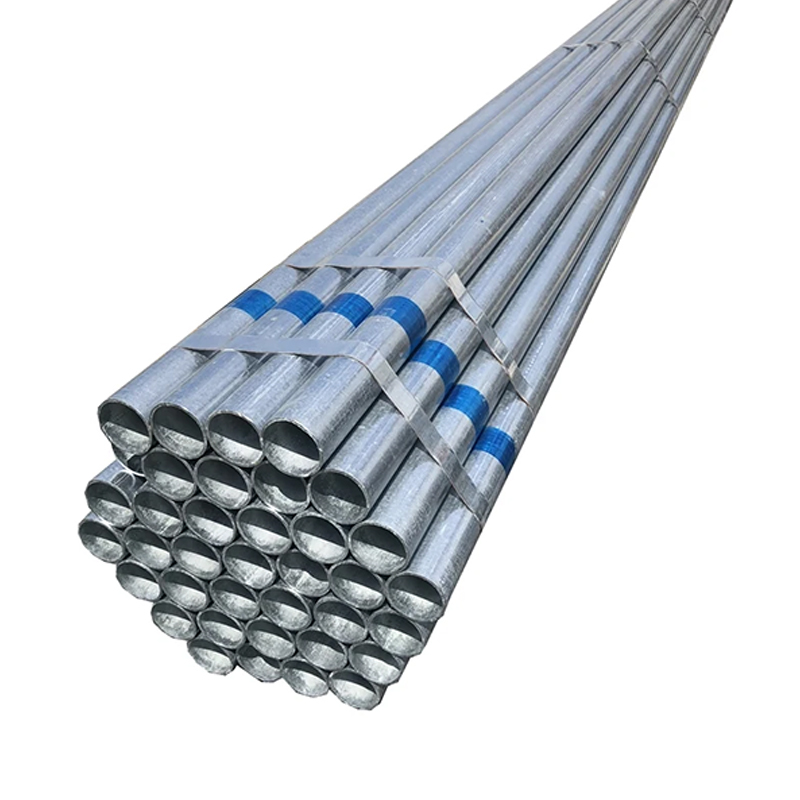
Труба бесшовная оцинкованная

ООО Шаньдун Чэнсиньин Трейдинг
Комната 101, Институт стальных труб Цзюфа, деревня Цяньчжан, офис Цзянгуантунь, зона экономического и технологического развития Ляочэн, провинция Шаньдун
Описание продукта
Информация о компании













Отправить сообщение этому магазину
ООО Шаньдун Чэнсиньин Трейдинг
Комната 101, Институт стальных труб Цзюфа, деревня Цяньчжан, офис Цзянгуантунь, зона экономического и технологического развития Ляочэн, провинция Шаньдун
Соответствующие товары
-
 Трубы котельные
Трубы котельные -
 Трубы для транспортировки жидкостей
Трубы для транспортировки жидкостей -
 Трубы бесшовные для автомобильной промышленности
Трубы бесшовные для автомобильной промышленности -
 Специальная резьба серии MLC-1 для обсадных труб
Специальная резьба серии MLC-1 для обсадных труб -
 Специальная резьба серии MLC-2 для обсадных труб
Специальная резьба серии MLC-2 для обсадных труб -
 Специальная резьба серии MLC-2-HCHT для обсадных труб
Специальная резьба серии MLC-2-HCHT для обсадных труб -
 Специальная резьба серии ML-FJ
Специальная резьба серии ML-FJ -
 Специальная резьба серии ML-CS
Специальная резьба серии ML-CS