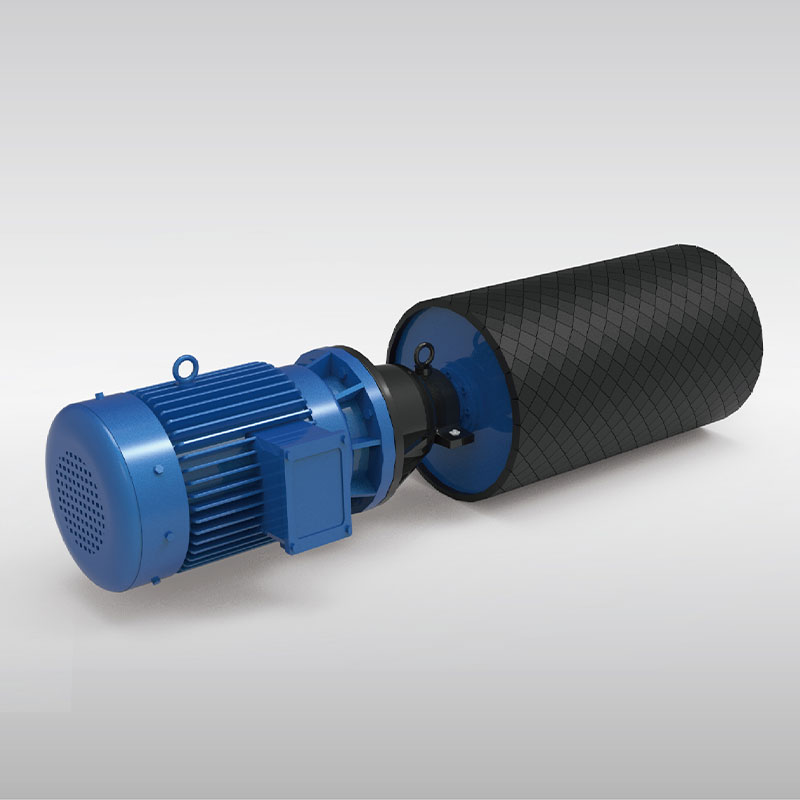
Полностью автоматический пакетировочный стан для алюминиевых прутков

ООО Чэнду Цзиньчжун Машиностроение
г. Чэнду, р-н Цинбайцзян, пос. Чэнсян, д. Чахуа, 7-я группа
Описание продукта
Информация о компании










Отправить сообщение этому магазину
ООО Чэнду Цзиньчжун Машиностроение
г. Чэнду, р-н Цинбайцзян, пос. Чэнсян, д. Чахуа, 7-я группа